







 Русский
Русский  Українська
Українська  English
English Электродуговая металлизация (Напыление)
Нанесение на рабочие поверхности деталей защитных и износостойких покрытий методом активированной электродуговой металлизации порошковыми проволоками используется для повышения работоспособности узлов трения машин и механизмов.
Методом активированной электродуговой металлизации возможно восстанавливать первоначальные размеры изношенных поверхностей деталей, а также упрочнять поверхности трения (осей валиков, коленчатых валов, подшипников скольжения, направляющих) и посадочные места под подшипники в корпусах и на валах.
С помощью покрытий получают особые свойства рабочей поверхности (например, жаростойкость, теплопроводность, заданный коэффициент трения), которые по своим характеристикам могут значительно отличаются от основного материала напыляемой детали.
Методом активированной электродуговой металлизации обеспечивает напыление проволочных материалов:

- Цинк – анти коррозионное покрытие (катодная защита)
- Алюминий – анти коррозионное (анодная) защита
- Бронза – узлы трения деталей машин.
- Латунь – декоративное покрытие; анти коррозионное
(в зависимости от агрессивной среды). - Медь – токоподводящие узлы; декоративное покрытие.
- Хромоникелевые сплавы – анти коррозионная высокотемпературная защита
- Сталь низкоуглеродистая (08Г2С) под запрессовку подшипников.
- Сталь среднеуглеродистая (30ХГСА) под запрессовку шестерен,
под сальники (20Х13; 40Х13; 65Г и др.) - Сталь углеродистая узлы трения скольжения (коленчатые валы и др. детали)
- Сталь нержавеющая (12Х18Н10Т) антикоррозионная защита
(очистные сооружения; детали работающие в контакте с пищевыми средами). - Порошковая проволока - на различные нагруженные детали и там, где требуется высокая твердость.
- Молибден – фрикционные покрытия.
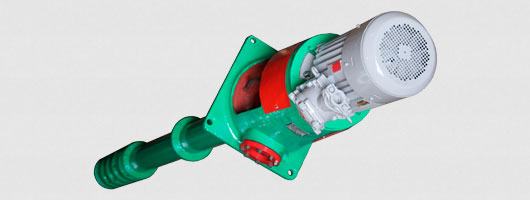
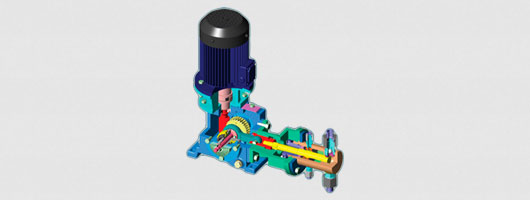
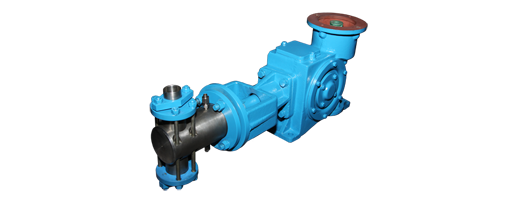
Пример детали с напыленной поверхностью:
Шток ползуна плунжерного насоса АНТ-55.
Поверхность трения напылена металлической порошковой проволокой из износостойкого и коррозионностойкого материала.
Толщина покрытия 0,4…0,5мм, твёрдость покрытия поверхности трения 60..65HRC.

